Cette série de pompes de dosage à entraînement magnétique est conçue pour la réalisation des pièces qui composent la pompe de barre.
Les pompes de la série N sont conçues pour convenir à toutes les applications où, en plus d’une pression constante, une grande précision de dosage est également requise.
L’absence totale de pulsation de la pression d’écoulement optimise la qualité des relevés des débitmètres, la réactivité aux variations de débit assure un comptage correct et précis à tout moment ; ces facteurs sont essentiels dans la gestion d’une installation et dans le maintien des caractéristiques qualitatives du produit pompé.
La conception de cette série de pompes doseuses à entraînement magnétique est conforme aux directives 2006/42/CE, 2014/30/UE et 2014/35/UE, ainsi qu’aux normes UNI EN ISO 12100, UNI EN ISO 13732-1, UNI EN 809 et UNI EN ISO 14847. Sur demande, des versions conformes à la directive 2014/34/UE (ATEX) et aux normes API 676 – NACE MR0175 sont disponibles ; a certification EAC (CU TR 010) – CU TR 012 est également proposée
Le système de gestion de la qualité de Pompe Cucchi Srl est conforme à la norme UNI EN ISO 9001:2015.

APPLICATIONS
Les principales applications des pompes doseuses en titane ou en Hastelloy C série N.
Les débits vont d’un minimum de 0,5 l/h à un maximum de 60 000 l/h avec des pressions de fonctionnement maximales de 15 bar.

SECTEUR CHIMIQUE
Dosage dans l'industrie chimique pour la fabrication de savons et de détergents liquides.

SECTEUR PÉTROCHIMIQUE
Dosage dans le secteur chimique de liquides toxiques, polluants et dangereux.

SECTEUR COSMÉTIQUE
Dosage dans l'industrie cosmétique pour la production de shampooings, crèmes, mousses de bain, etc.

SECTEUR ALIMENTAIRE
Dosage dans l'industrie alimentaire d'arômes, de jus, de beurre fondu, de gelée royale, de confitures, etc.

SECTEUR TEXTILE
Dosage dans le secteur textile d'eaux, d'acides, de bases.

SECTEUR INDUSTRIEL
Dosage industriel de produits dont la viscosité est comprise entre 1 et 100 000 cps.
CARACTÉRISTIQUES DE LA CONSTRUCTION
L’exécution standard est en acier inoxydable AISI316L. L’obtention de la pompe à partir de la barre, et non de la coulée, garantit l’homogénéité et l’uniformité de la qualité du matériau, en évitant les désagréments qui peuvent être causés par des fissures ou des rétrécissements.
EXÉCUTIONS SPÉCIALES

Des exécutions spéciales en titane, Hastelloy C, Sanycro 28, PVDF ou tout autre matériau pouvant être usiné par des machines-outils sont disponibles sur demande.
Le mouvement est supporté par des bagues et des rondelles en graphite (des bagues remplies de PTFE – ou de carbure de silicium – sont également disponibles sur demande). Cela permet d’éviter tout grippage en cas de fonctionnement à sec. En outre, cela permet d’effectuer l’entretien complet de la pompe directement sur le système, sans avoir recours à des outils ou à des meules.
Il est possible de prévoir une soupape de dérivation externe sur la ligne de refoulement. Construites en acier inoxydable AISI 316L, elles sont disponibles en quatre tailles différentes (VE1 – VE2 – VE3 – VE4) avec des raccords filetés de ½ » à 1½ », des pressions de tarage de 3 ÷ 15 bar. Des chambres de préchauffage adaptées à l’eau surchauffée ou à l’huile diathermique peuvent également être appliquées sur demande.
ARBRES ET ENGRENAGES
Également fabriqués en acier inoxydable AISI316L, ils subissent un traitement thermique spécial anti-usure et anti-grippage.
Depuis 1996, un nouveau traitement thermique appelé « HH » (High Hardness soit Haute Dureté) est disponible pour les applications lourdes avec des phénomènes de cavitation partielle ou dans le transfert et le dosage d’eau déionisée, déminéralisée ou de liquides à haute tension de vapeur. Ce traitement thermique innovant augmente considérablement la durée de vie des engrenages et confère aux pièces traitées une plus grande résistance à la corrosion par les agents chimiques, un coefficient de frottement très faible et une très grande résistance à l’usure. Il permet également d’obtenir des duretés de surface de 4000 Vickers. Le même traitement est utilisé par l’une des principales équipes de Formule 1 pour le traitement des pièces du moteur les plus sujettes à l’usure.
MATIÈRE PLASTIQUE « KK »
Pour des applications spéciales, des engrenages en plastique « KK » aux propriétés chimiques et mécaniques exceptionnelles ont été mis au point.
La garniture mécanique standard est en céramique/graphite/Viton, mais pour les applications spéciales, des garnitures simples ou doubles en carbure de silicium ou en carbure de tungstène avec des garnitures en Viton, PTFE, Kalrez sont disponibles. L’exécution standard prévoit des raccords à brides de type SAE « à souder », mais sur demande, ils peuvent être fournis avec des raccords filetés de qualité alimentaire, BSP/NPT, ASA ou DIN.
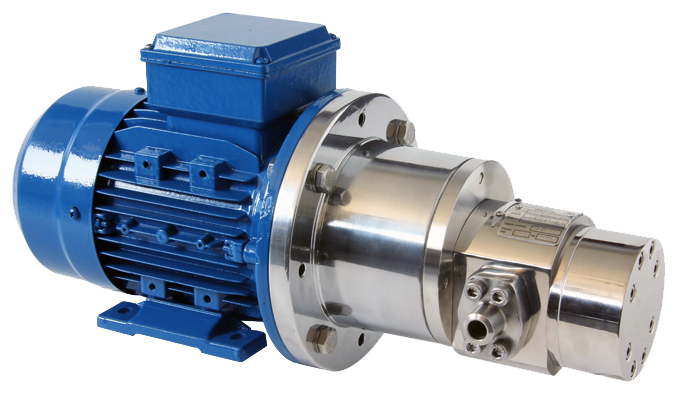
ENTRAÎNEMENT MAGNÉTIQUE

Un entraînement magnétique peut être installé. Cette application est particulièrement adaptée en présence de liquides corrosifs, toxiques, dangereux et polluants. L’entraînement magnétique garantit l’absence totale de fuites et résout tous les problèmes de pompage dans les installations où la sécurité environnementale et humaine est une priorité absolue.
La conception standard de l’entraînement magnétique est la suivante : rotor interne en AISI316L (DIN 1.4571) – rotor externe en acier ST37.
Des rotors en Hastelloy (C ou D) ou en titane peuvent être fournis sur demande. La plage de température s’étend de -40 °C à +350 °C avec un couple maximum de 2000 Nm.
Les principaux avantages de l’entraînement magnétique sont les suivants:
- Rendement très élevé et consommation d’énergie minimale.
- Aucune perte de produit dans l’environnement.
- Aucun équipement de contrôle coûteux n’est nécessaire.
- Réduction des coûts d’entretien.
- Assemblage simple avec un nombre réduit de pièces.
- Contrôle de la pression minimale.
- Réduction des coûts par rapport aux garnitures mécaniques doubles avec rinçage.
LAVAGE DE LA POMPE
Une canalisation interne spéciale assure un lavage interne parfait à l’eau et à la soude, en utilisant un cycle C.I.P.
Cette canalisation spéciale, qui met sous pression la zone de support des bagues avec la chambre de garnissage, permet non seulement d’éliminer complètement les traces du liquide transporté par le rinçage, mais aussi d’assurer un échange continu de liquide dans la zone de support et d’étanchéité, en évitant la stagnation et en maintenant les caractéristiques chimiques/physiques du produit pompé.
Lorsque la pompe est arrêtée, il est possible d’effectuer un lavage à la vapeur au moyen du cycle SIP. Si des finitions de surface spéciales sont requises, la pompe et la base peuvent être fournies polies miroir sur demande.

MOTEUR

La pompe peut être fournie complète avec le moteur couplé au moyen d’un joint et aligné sur le socle ou au moyen d’un carter de cloche ou d’un arbre nu.
Les moteurs peuvent être sélectionnés avec des puissances adaptées à l’application de convertisseurs de fréquence pour créer des groupes de dosage. Des moteurs électriques ou pneumatiques servo-ventilés, antidéflagrants, des motoréducteurs et des motovariateurs peuvent également être fournis sur demande.





